
本设备将物理去漆与多轴折弯集成一体,整卷漆包铜线直接上机,无需预切断或离线剥漆。在线伺服定位去漆,支持任意区段剥除绝缘层后即刻折弯成型,可完成二维及三维立体弯曲。相同规格换型无需更换模具,程序调用即可,一台设备替代传统多工序人工作业。
立即咨询
放线 → 调直 → 定长牵引 → 物理剥漆(选定区域)→ 吸尘 → 折弯成型 → 切断 → 成品收集
这个流程的关键在于:漆包线是整卷来料,先根据产品需要的去漆位置,在线上精准剥掉指定区段的漆层,然后直接进入折弯成型,最后切断。中间不需要人工干预。
放线架:伺服主动放线或被动拉线,承重1-300kg,配张力缓冲装置,防止线材松弛打结。漆包线圈径一般不大,放线负载较轻。
调直机构:上下两排多轮交错滚压调直(类似细线调直器),消除卷曲记忆硬力。针对 圆线φ1.0mm–φ5.0mm ,扁线切面为20²mm的漆包铜线,轮数12–20个,调直后直线度≤1.0mm/500mm。
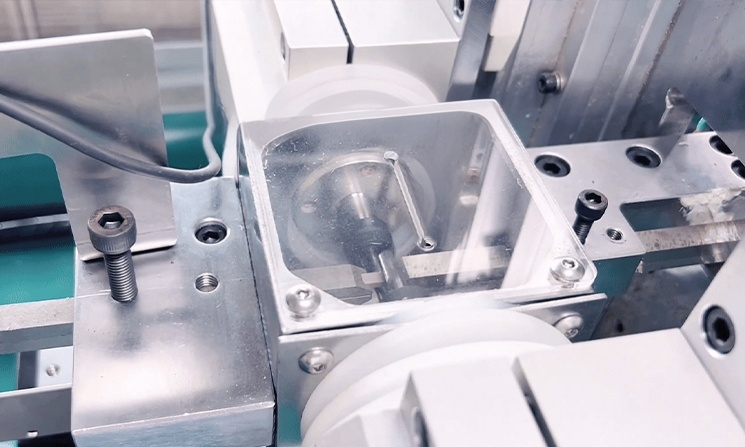
物理剥漆单元:这是本线的核心模块。采用旋转刀头或V形刮刀对漆包线指定区段进行机械剥除。剥漆长度和位置由伺服控制,精度±0.5mm。剥漆方式常见两种:
旋转剥漆刀头(适合圆线,均匀环剥)
平口刮刀对夹(扁线、大线径适用)
全封闭护罩+负压吸尘,收集剥下来的漆皮碎屑,保持车间清洁。
伺服牵引/送线:两对伺服压轮,控制线材进给,送线精度100mm ±0.1mm。程序控制在哪个位置剥漆、剥多长、哪个位置折弯,全部由送线轴联动。
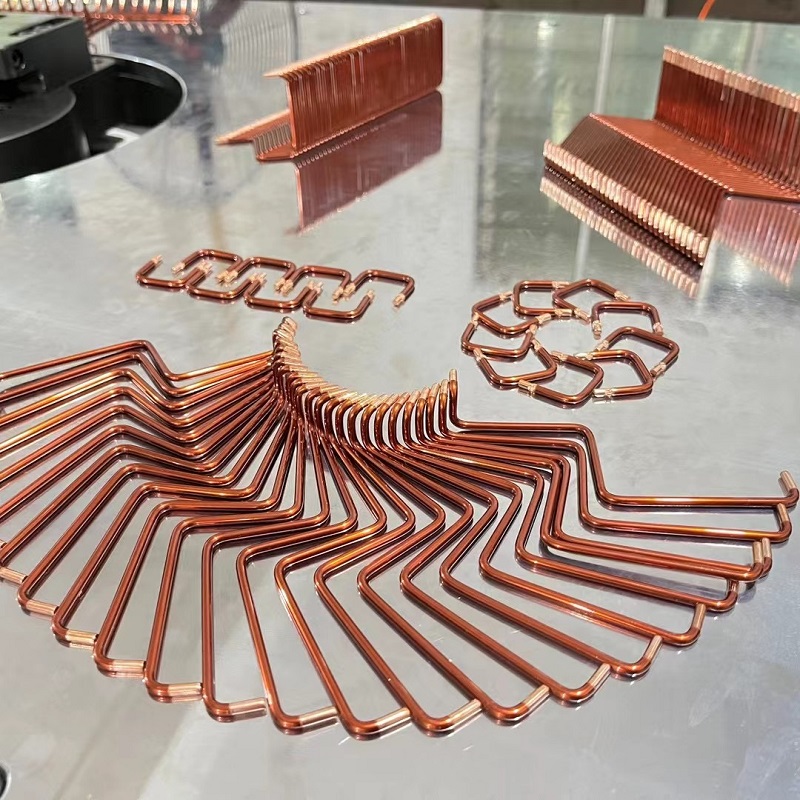
折弯成型主机:多轴伺服转盘式折弯机(如B-3D系列),转盘可旋转0–340°,支持平面弯(二维)和空间立体弯(三维),折角精度±0.2°,适合定子绕组连接线、铜排替代件、异形导电连接件等。
切断机构:伺服冲切或气动切断,断口平整,无漆膜撕裂。长度精度 ±0.2mm。
下料:成品自动滑落至料盘,或由简易抓取机构码放。
代表机型:定制整合线(去漆模块+3D折弯主机联动)
核心参数:
适用线径:圆线: φ1.0–φ.0mm铜线,扁线:切面20²mm的铜线
控制轴数:10–14轴(含剥漆刀头进退、吸尘启停、送线、折弯各轴)
节拍:简单二维折弯约 3–4 秒/件,复杂三维件约 6–10 秒/件
精度:剥漆位置 ±0.5mm,折弯角度 ±0.2°,送线 ±0.1mm
换型:调用程序编号,调整剥漆位置参数和折弯角度数据即可,约3–5分钟
优势:
整卷漆包铜线直出成品,省去预剪、先剥漆再搬运的中间环节
物理剥漆无需化学药剂,无废水处理问题,车间环境友好
剥漆和折弯联动控制,适合需要线材中段剥漆(而非只有端头)的产品
一名操作人员可同时看管4-6台设备
典型应用:驱动电机铜线成型、新能源变压器绕组连接线、配电柜内部异形铜连接件。

线径种类:漆包线、漆包铜线、扁铜线、大杆件、铜线方线圆线
线经范围:漆包料: φ1.0mm-φ4.0mm
产品特点:该设备是专门针对漆包铜线自动折弯成型的一款设备,适用于生产:新能源线圈、发动机组件、驱动电机组件、发电机配件、定子组件、转子组件、新能源汽车电机组件、动力总成组件、开关导线、刹车助力系统电机组件等行业。

线径种类:漆包线、漆包铜线、扁铜线、大杆件、铜线方线圆线
线经范围:漆包料: φ1.0mm-φ5.0mm
产品特点:该设备是专门针对漆包铜线自动折弯成型的一款设备,适用于生产:新能源线圈、发动机组件、驱动电机组件、发电机配件、定子组件、转子组件、新能源汽车电机组件、动力总成组件、开关导线、刹车助力系统电机组件等行业。
公司:东莞市贝朗自动化设备有限公司
手 机:134 2483 5056(尹先生)
电 话:0769-8268 6783
邮 箱:3256565073@qq.com
地 址:广东省东莞市厚街镇赤岭工业路8号高盛智造园




