

多卷放线(5–7轴铁丝盘)→ 多辊独立调直 → 伺服定长送线 → 横向钢丝穿管定位 → 纵向钢丝穿丝排布 → 多轴同步折弯 → 端部弯钩/打结 → 一次成型下料
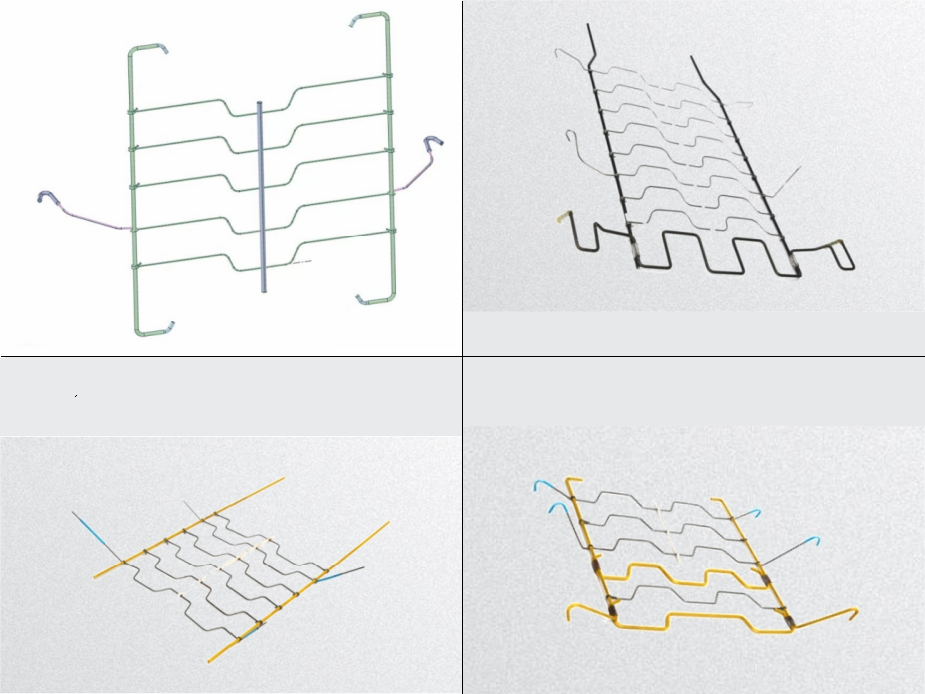
汽车座椅网格片(靠背帘/座垫骨架网)由多根纵向钢丝和横向钢丝交叉编织或打结而成。产品形态为整张网格状骨架,非单一杆件。行业内该产品采用多轴同步网格编织/折弯专机一次成型,多卷钢丝同时供料、多工位协同编网,替代传统单工序分步成型+人工组合的模式。
多轴放线架群:配置5–7个独立伺服主动放线架,卷料承重20–500kg不等。每个放线架独立张力控制,确保不同线材同步放卷不发生干涉或松乱。
调直机构(多通道):对应每路送线均布置独立调直器,消除卷料内应力。适配φ1.5–φ6.0mm钢丝及塑包钢丝,调直后直线度符合网格定位精度要求。
穿丝与排丝工位:横向钢丝穿过中心塑料管或定位导套,纵向钢丝按网格间距自动排布到位。定位精度直接影响后续折弯与打结的一致性。部分专机配备视觉定位检测。
多轴同步折弯主机:本设备核心,配置35–58轴全伺服联动控制。多工位折弯机构同时动作,可对不同位置的横向钢丝两端和纵向钢丝端部进行同步弯钩或打结。支持S形、W形、波浪形等复杂网格骨架结构。设备重复定位精度可达±0.2mm,确保大批量生产时网格尺寸稳定。
弯钩/打结机构:集成于折弯主机内。横向钢丝两端需弯钩扣紧在纵向涂塑钢丝上,纵向钢丝端部需二次折弯成型。部分产品采用翻板式打结机构一次完成弯折与锁紧。
控制系统:电脑双显示控制系统,多通道总线控制。各折弯工位独立编程,支持远程运维与参数存储。换型时按产品型号一键调用程序,更换对应模具进行微调即可。
安全防护:整机钣金封闭,配置3道安全卷帘门,支持遥控操作与视频监控。
代表机型:贝朗数控网格编织成型机
核心参数:
适用线材:钢丝/塑包钢丝,线径φ1.5–φ6.0mm
控制轴数:35–58轴伺服+气动辅助
送线架数量:5–7个独立放线架
折弯精度:重复定位±0.2mm
成型能力:S形、W形、波浪形网格一次成型
换型方式:程序调用+模具快换
生产效率:较传统方式提升30%以上,良品率99.8%
产品形态:整张网格状骨架直出,无需后续人工拼接
优势:
多轴同步编网成型,一张直出:35–58轴多工位同步折弯,横向钢丝弯钩与纵向钢丝端部成型在同一设备一次完成,彻底替代传统“单根折弯+人工穿丝打结”多工序模式
一致性高,网格尺寸精确:全伺服CNC控制,网格间距、弯钩角度一致性高,重复定位精度±0.5mm,满足座椅骨架高尺寸公差要求
塑包钢丝兼容,不伤涂覆层:折弯机构可适配塑包钢丝,通过工装设计避免损伤涂塑层,部分专机采用回转气缸+凸轮随动器结构的无损折弯方案
宽幅可调,适应多车型:折弯工位间距可调,通过第一气缸驱动移动板调节折弯机构位置,适应不同宽度的网格线材
国产替代进口:性能对标韩国进口设备,价格仅为进口60%,售后响应更快,已配套浙江美力股份、彩虹精密等主流座椅供应商
典型应用:乘用车座椅靠背钢丝网架、座垫支撑网格、腰托骨架网格等汽车座椅弹性骨架全自动生产。
公司:东莞市贝朗自动化设备有限公司
手 机:134 2483 5056(尹先生)
电 话:0769-8268 6783
邮 箱:3256565073@qq.com
地 址:广东省东莞市厚街镇赤岭工业路8号高盛智造园






