
卷线上料 → 多辊调直 → 伺服送线 → 折弯成型→ 定长切断 → 端部弯钩成型
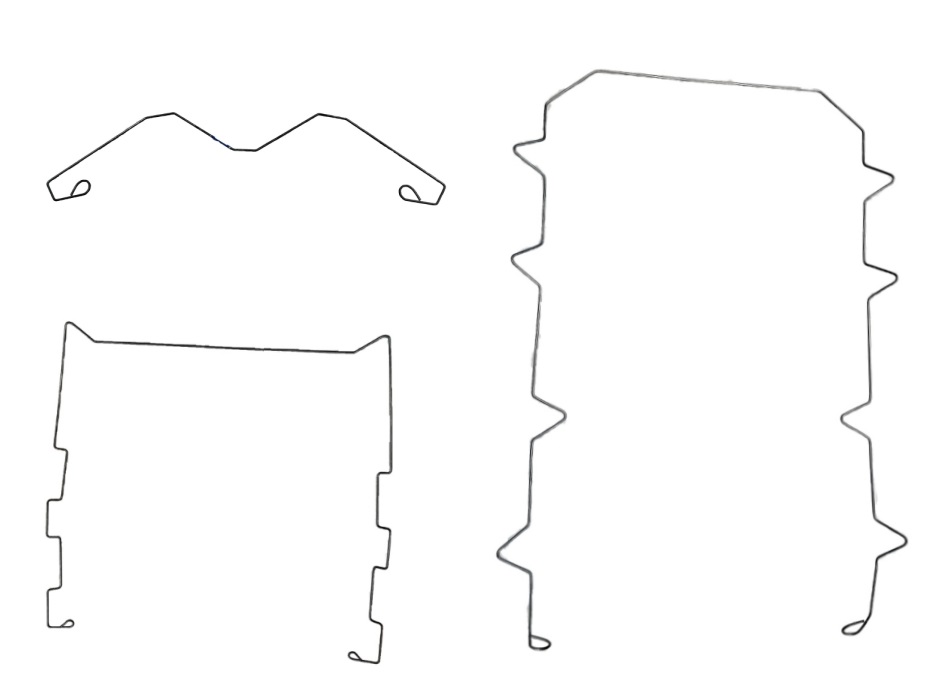
汽车座垫钢丝发泡,典型产品呈连续多段弯曲,两端带封闭弯钩结构。目前行业多采用发泡钢丝折弯专用机完成较复杂形态的产品。
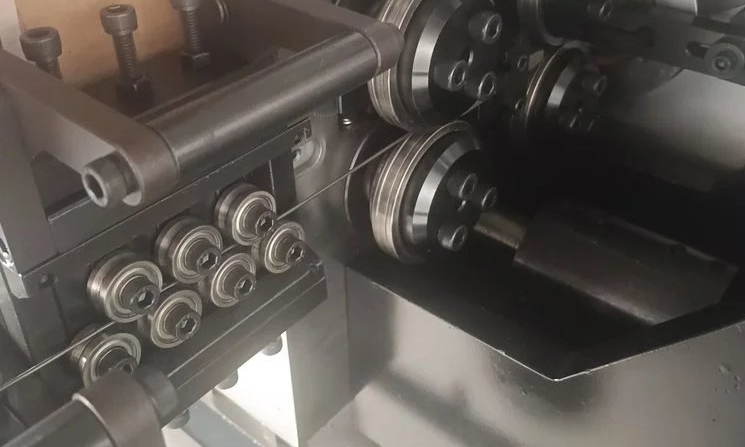
多辊调直机构:X/Y双向多轮调直,辊轮数14组,校直轮采用仿形槽设计,适配φ1.5–φ3.0mm钢丝线径。消除卷料内应力,确保簧体平整度与一致性。
伺服送线单元:2组送线轮同步驱动,送线精度高。最大送线速度可达50m/min以上。
双头/单头蛇形折弯主机:
双头方案(适合长杆大蛇形簧):机头两端同时可移动成型,可做1.0–8.0m长杆件一次成型,为汽车后排座椅钢丝、座垫双蛇形簧量身定制。
转头方案(适合中小型座垫簧):转头不转线,头部结构轻巧,可实现较小外径圆弧和多圈连续弯成型。
折弯采用数控编程控制,支持连续蛇形弯、不对称异形弯一次成型。
切断机构:伺服剪切断,切口平整无变形,长度精度±0.2mm。
控制系统:电脑轴卡控制,中英文界面可切换,支持工艺程序存储、远程维护。换型只需调用程序参数,无需更换机械模具(相同线径情况下)。
代表机型:贝朗BL-2T-12800 / BL-2T-12400双头线材折弯机
核心参数:
适用线径:硬料φ3.0–φ6.0mm,软料最大φ8.0mm
控制轴数:多轴全伺服(含送线、双头折弯、切断、端部成型各轴)
加工长度:1.0m–3.0m长杆件一次成型
折弯精度:90°±0.1mm
折弯功能:蛇形连续弯、平面弯、端部闭环弯钩一次完成
闭口品质:弯钩闭口紧密圆滑,无开口错位现象
换型方式:数控程序调用,相同线径无需更换模具,快速切换产品规格
产能:长杆双蛇形簧约3件/分钟,具体视产品复杂度而定
配件标准:日本进口伺服电机,德国减速机,台湾轴承/齿轮
优势:
双头同步成型,效率翻倍:相比单头折弯机,双头方案对应大杆件蛇形簧两端同时成型,速度提升一倍以上
蛇形簧专机定制:为汽车座椅钢丝、发泡钢丝、座垫双蛇形簧量身设计,贴合行业工艺需求
长杆件一次成型:可兼容1.0m至3.0米超长杆件的调直送料折弯切断全流程,无需分段加工
国产替代进口:性能对标进口同类设备,价格及售后具备明显优势
典型应用:乘用车后排座椅钢丝骨架、座垫发泡钢丝、蛇形簧/双蛇形簧、座垫支撑弹簧折弯成型。

线径种类:长钢丝件、汽车发泡钢丝
线经范围:软料:φ1.5mm-φ3.5mm 硬料:φ1.5mm-φ2.5mm
产品特点:调试和切换产品更方便,无需频繁更换工装夹具,成形空间更灵活;产品通过头部旋转成型产品,可成型100-600mm长钢丝件及不对称产品(汽车发泡钢丝);头部旋转设计根据产品特定,可灵活高速旋转,提高产品生产效率。

线径种类:铁线、铁丝、不锈钢丝、钢线、金属线材
线经范围:硬料:Φ3.0mm~φ6.0mm, 软料:Φ3.0mm~φ8.0mm
产品特点:适用于生产汽车零部件、汽车门锁拉杆、工艺品金属线、厨具餐具支架、仓储笼、超市货架、手推车等线材成型产品;转头与送线完全分离,真正可实现转头时不转线,确保送线灵活而且稳定性高;当无线、断线、缠线时有自动停机设计及线架自动加速功能,令生产更轻松有效。

线径种类:铁线、铁丝、不锈钢丝、钢线、金属线材
线经范围:硬料:Φ3.0mm~φ6.0mm , 软料:Φ3.0mm~φ8.0mm
产品特点:适用于生产汽车零部件、汽车门锁拉杆、工艺品金属线、厨具餐具支架、仓储笼、超市货架、手推车等线材成型产品;转头与送线完全分离,真正可实现转头时不转线,确保送线灵活而且稳定性高;当无线、断线、缠线时有自动停机设计及线架自动加速功能,令生产更轻松有效。
公司:东莞市贝朗自动化设备有限公司
手 机:134 2483 5056(尹先生)
电 话:0769-8268 6783
邮 箱:3256565073@qq.com
地 址:广东省东莞市厚街镇赤岭工业路8号高盛智造园





